
- 私たちのしごと
- “商社で培った顔の広さを生かし、コーディネート。一貫生産をご提案できる幅の広さがサンワの強みです。”
お客様のご要望をお聞きし、最適な設計・生産工程を考案し、製品化、量産化します。日々進化する工業機械の進歩を支える企業として、柔軟な発想・生産技術の向上に務めてまいります。
溶接加工
部品・ジグの手配からろう付け組付けまで一貫生産を致します。
手ろう付けに携わり25年、問題を解決してきたノウハウ、
手作業だからこそ対応できる柔軟さがあります。
2輪部品
| 素 材 | SPCC相当 プレス板材 |
|---|---|
| STKM11A Ni メッキ材 | |
| ∅110 × H200 | |
| 工 程 | プレス(協力先) |
| パイプベンド(協力先) | |
| ブレージング(協力先) | |
| スポット溶接 | |
| 手ろう付け | |
| 水没検査 |
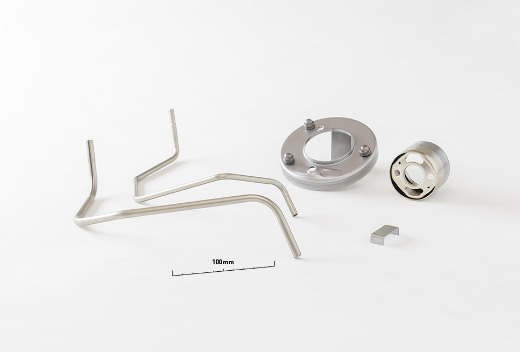

4輪部品
| 素 材 | SPCC相当 プレス板材 |
|---|---|
| STKM11A Ni メッキ材 | |
| 75 × 550 | |
| 工 程 | プレス(協力先) |
| パイプベンド(協力先) | |
| スポット溶接 | |
| 水没検査 | |
| メッキ(協力先) |


パイプのR部にプレス部品のRを重ね2点同時にスポット溶接することは難しく、確実についているか?スポットでパイプに穴が空いていないか?気を遣い管理しています。
切削加工
指先に乗るサイズから、20kgを超えるサイズまで対応しています。
素材の手配~加工~表面処理 まで、商社の幅の広さに加え、
社内加工で見識を深めたアイデアで、満足のいくご提案を提供します。
重機部品
| 素 材 | SS400 丸棒切断材 約20kg |
|---|---|
| ∅101 × L220 | |
| 工 程 | NC旋盤 2工程 |
| マシニング 3工程 |


当初は人力で20kgの材料をセット、『筋トレにも程がある!』と担当者に怒られました。現在、重量製品はクレーンを用いて加工効率も上がりました。
農機部品
| 素 材 | SS400 角材 |
|---|---|
| □25 × L45 | |
| 工 程 | NC旋盤 2工程 |
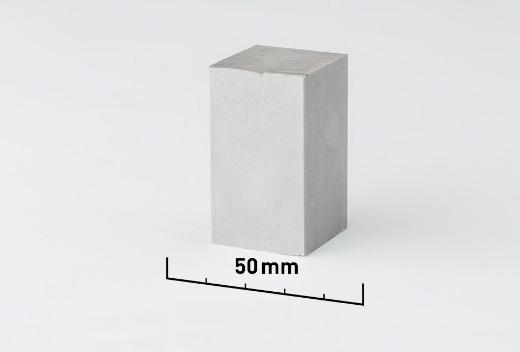
角モノもジグを用いてNCで加工。油圧配管の接合部部品なので、精度に気を遣い、特別な管理をしています。
農機部品
| 素 材 | SS400 フラットバー |
|---|---|
| 角材 t12 × W75 × L100 | |
| 工 程 | NC旋盤 2工程 |
| マシニング 1工程 |
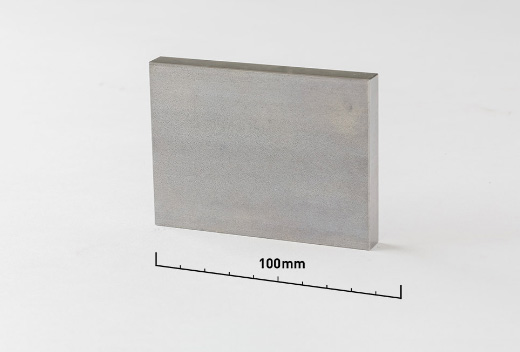

見た目が平らな製品はチャック圧に気を使い加工。様々な製品を生産する為、段取り替えで設定ミスが出ないよう管理しています。
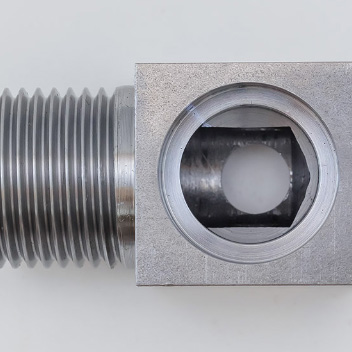
トラック部品
| 素 材 | 冷間鍛造品 |
|---|---|
| ∅31 × L90 | |
| 工 程 | NC旋盤 1工程 |
| マシニング 1工程 |


異形素材をジグを用いて偏芯に切削加工、基準位置と切削部の寸法管理が難しく、立上げ当初は試行錯誤の繰り返しでした。
4輪部品
| 素 材 | SPHC相当 プレス材 |
|---|---|
| t4.0 × ∅140 | |
| 工 程 | プレス(協力先) |
| 多軸タッパー | |
| メッキ(協力先) |
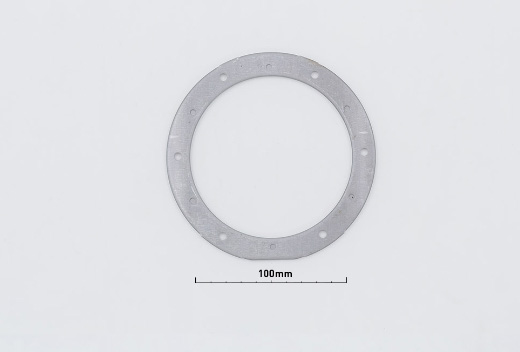

専用設備で複数のネジを同時に加工。生産数によりますが、臨機応変に設備を検討し、コスト低減できるよう努めています。

| ろう付け機 | MODEL 500 | 大進工業研究所 | 1台 |
|---|---|---|---|
| ろう付け機 | MODEL N500 | 大進工業研究所 | 3台 |
| スポット溶接機35KVA | SL-AJS35-600 | ダイヘン | 1台 |
|---|---|---|---|
| スポット溶接機35KVA | SLP-35A5 | ナストーア | 1台 |
| Tig溶接機 | VRTP-200 | ダイヘン | 3台 |
| 半自動溶接機 | CPXD-350/CM2302 | ダイヘン | 1台 |
| 6インチ 専用自動機 | FM-60 | 富士精機 | 1台 |
|---|---|---|---|
| 多軸タッパー | 2台 | ||
| 単軸タッパー | 2台 | ||
| コンターマシン | SXⅢ U-300 | LUXO | 1台 |
| 3次元測定機 | XM-1200 | キーエンス | 1台 |
|---|---|---|---|
| 3D形状測定機 | VR-6000 | キーエンス | 1台 |
| 2000*550*300 | オリジナル | 1台 | |
| 1000*500*300 | オリジナル | 2台 |
複数の部品を組合せ、類似形状を100品種以上を管理しています。多品種小ロットに対応する為、自動化は難しく、職人が手ろう付けしています。接合部の漏れ検査後、組合せや外観を3重の壁で管理しています。パイプ加工業者、ブレージング業者、プレス業者、スポット溶接業者、ジグ業者 多くの業者に支えられて生産しています。